J'avance j'avance

. Je m'y suis remis hier soir.
Mine de rien, Enrico m'a fait réfléchir à simplifier au max mon installation pour que ça soit monté en moins .
Dans un premier temps, il fallait que je sache comment sont montés les mandrins des perceuses qui sont utilisés pour poncer.
En fouinant j'ai découvert cette perceuse qui intègre d'origine une fonction oscillation pour avoir une perceuse-ponceuse :
https://www.youtube.com/watch?v=av3swJO5qmY[/video]
On voit à 7'27'' que le mandrin est simplement monté sur un cône morse seul, sans autre artifice. Donc ça passe sans tirant, c'est déjà une bonne nouvelle !
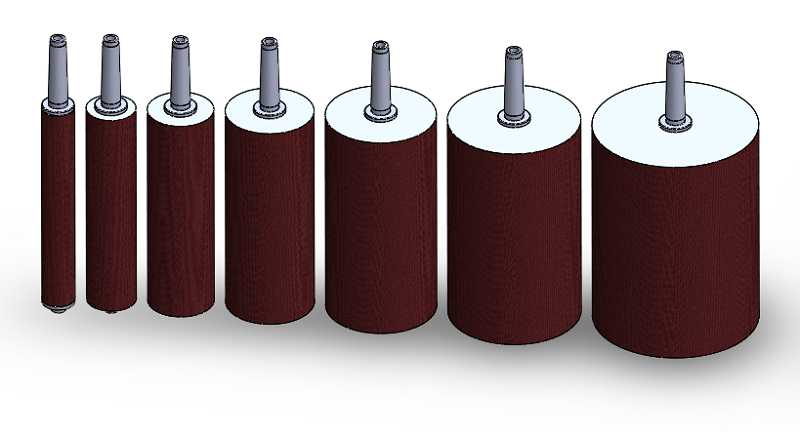
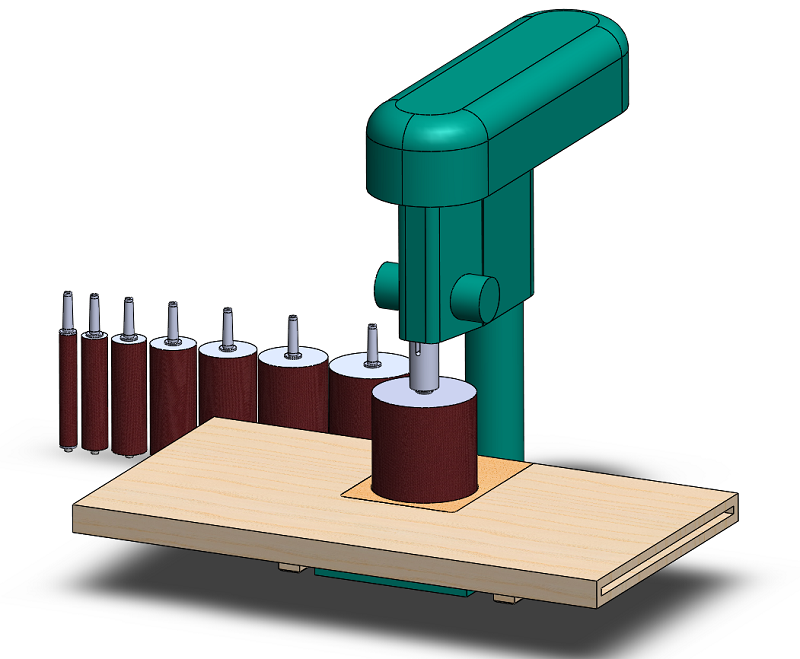
Du coup, il suffit d'avoir plusieurs arbres et de laisser les cylindres montés dessus. C'est plus cher mais plus simple et plus pratique car il n'y a rien à visser et on passe d'un cylindre à l'autre d'un coup de châsse-cône :
L'autre idée pour améliorer le côté pratique, c'est de faire un plateau qui s'indexe sur le marbre de la perceuse en X et Y, et bridé en Z par des trucs comme ça sur le meuble de la perceuse :

Du coup ça ressemblerait à ça :
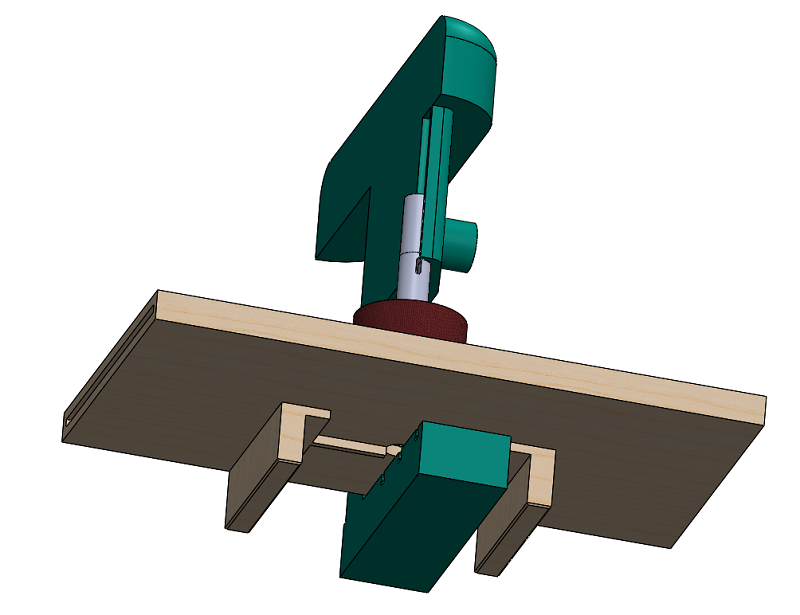
Les grosses traverses qui dépassent sur le côté sont pour le bridage avec le meuble de la perceuse.
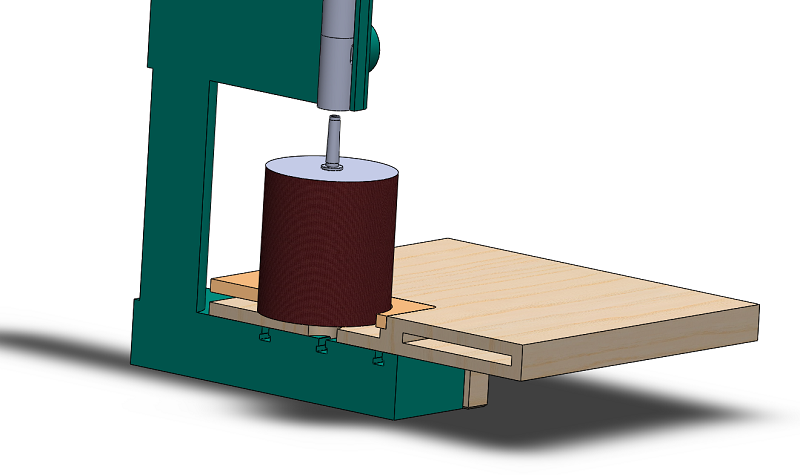
Avec cette solution, on peut donc sortir les cylindres d'abord avec un châsse-cône lorsque le fourreau est sorti, puis en remontant le fourreau en position haute. On gagne ainsi sur la hauteur du plateau, qui passe de 160mm à 50mm :
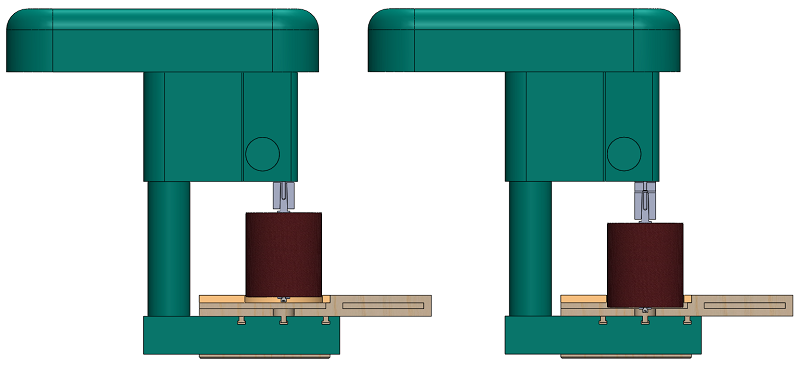
Le classique en haut / en bas - le plateau de 50m est définitivement plus pratique car à hauteur d'homme (mon marbre de perceuse est déjà à 1m10

) :
Ce qui nous donne pour l'installation :
- montage du plateau qui est stocké juste à côté de la perceuse : 10s,
- démontage du mandrin de perçage au chasse-cône : 10s,
- montage d'un cylindre, simplement en l'enquillant d'un coup sec : 10s,
- raccordement entre le cabestan et le petit moteur qui génèrera l'oscillation (à concevoir) : 5s.
Donc en 35s on passe de perceuse à ponceuse. Honnête non ?
Par contre avec toute la collec' c'est pas bien économique. Il faudrait se limiter à deux où 3 arbres montés sur les cylindres les plus courants. Et changer de cylindre si besoins - là encore il n'y a qu'une vis, c'est l'affaire de 15 / 20s, comme sur la chinoiserie finalement :
Ca prend forme non ?
Merci pour vos remarques, grâce à vous j'ai déjà bien avancé dans la semaine !





























